Everybody deserves to live in a clean environment with access to sustainable sanitation and waste services
WASTE is an international development organisation catalysing sustainable solutions to urban challenges.



Sanitation & faecal sludge management
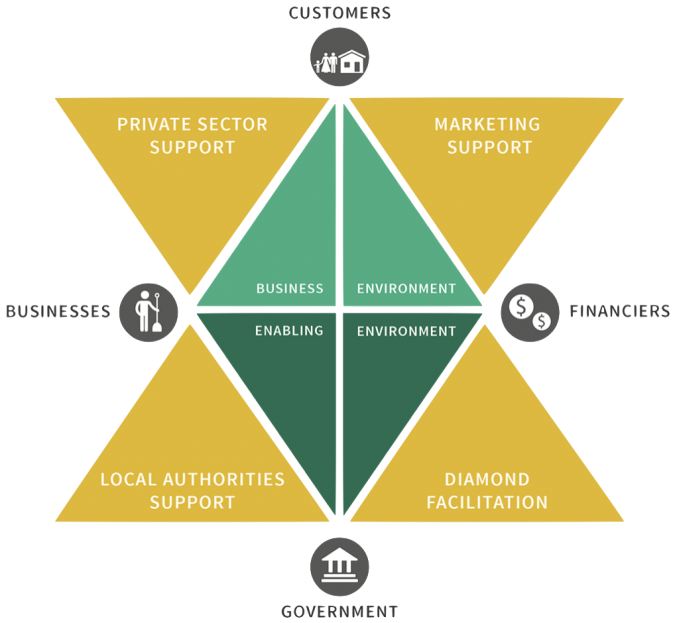
We employ a market-based approach to addressing local sanitation markets’ supply and demand side challenges. We develop integrated solutions for the entire life and re-use cycle of human and organic waste management.

Solid waste management, including plastics
With a focus on business development, circular economy, and inclusion of the informal sector, our experience builds upon nearly four decades of experience working with a broad network of local partners.

Innovative financing
We catalyse private investments, local government funding, and investments in sanitation and waste by households and local enterprises for maximum leverage. We have been unlocking commercial, non-grant-based financing for development for more than two decades.

What we’ve achieved together







Receive the latest news and updates in our newsletter
Receive periodic updates on all things sanitation and waste management directly in your inbox. You can also contact us directly.
Sign up for our newsletter

"I thank WASTE for their great training, we have learnt a lot about plastic recycling and new business opportunities. WASTE brings the right public to the table to really have an impact.”









